Rice husk carbonizers are core equipment for agricultural waste resource utilization, transforming rice husks into a variety of high-value products. Using a high-temperature, oxygen-free pyrolysis process, rice husks undergo drying, pyrolysis, and cooling stages within the carbonizer, ultimately yielding four major products: biochar, combustible gas, wood vinegar, and tar. Biochar (carbonized rice husks) is the core product. Its loose, porous texture and rich in minerals such as potassium can be used directly as a soil conditioner to increase crop yields, or further processed into high-value-added products such as barbecue charcoal and hookah charcoal.
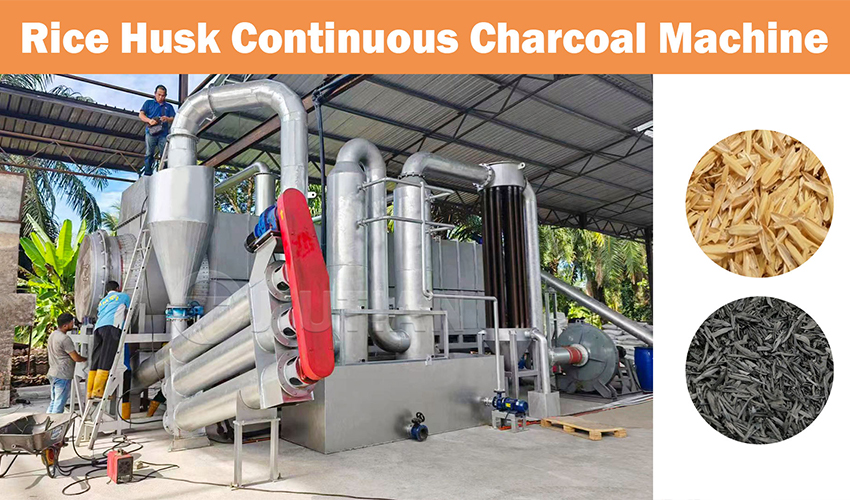
Rice husk carbonizers are adaptable to a wide range of raw materials, processing not only rice husks but also a variety of agricultural and forestry waste, including coconut shells, palm oil shells, corn stalks, and sawdust.39 This flexibility provides investors with diverse raw material sourcing channels and mitigates seasonal supply risks. Furthermore, the equipment's modular design allows for flexible configuration based on production capacity requirements, ranging from skid-mounted mobile units to large-scale continuous systems to meet the needs of farms of varying sizes.
Maximizing the value of byproducts is another advantage of rice husk carbonization machines. Wood vinegar, a natural fungicide and soil conditioner, is highly favored in organic agriculture. Tar can be refined into biodiesel feedstock. Combustible gases are recovered through a purification system, providing self-supplied heat for the carbonization process and significantly reducing fuel costs. This "full-use" resource conversion model truly achieves zero-emission upgrading of agricultural waste.

Location:Indonesia
Project Progress:Put Into Production

Location:Vietnam
Project Progress:Put Into Production

Location:Kenya
Project Progress:Put Into Production

Location:Canada
Project Progress:Put Into Production
Zhengzhou Jiutian Technology Machinery Co.,Ltd. Sitemap